
Taybetmendiyên materyalên xwarinê di diyarkirina temenê karûbarê wan de roleke girîng dilîzin.parçeyên şikandina çeneyêOperatorên ku hişkbûn, aşınbûn, mezinahiya perçeyan û şilbûnê birêve dibin dikarin temenêpola manganez parçeyên şikandina çeneyê.
- Hişkbûn û aşınbûna bilind rêjeyên guheztinê û karanîna enerjiyê zêde dike.
- Şilî û zeliqokî dikarin bibin sedema girtina madeyan, û ev yek jî dibe sedema bêtir lênêrînê.
- Mezinahiya xwarinê ya yekgirtî dibe alîkar ku pêşî li dema bêhnvedanê were girtin û performansa makîneya perçiqandinê baştir bike.
Hilbijartina rastêmakîneya şikandina çeneyêûparçeyên perçiqandinêlêçûnan kêm dike û karîgeriyê zêde dike.
Xalên Sereke
- Hişkbûn û aşınbûna materyalên xwarinê xisar û aşînbûna parçeyên çeneya şikandinê pir zêde dike, ji ber vê yekê operator divê mîhengan biguherînin û materyalên bihêz hilbijêrin da ku temenê parçeyan dirêj bikin.
- Kontrolkirina mezinahiya xwarinê û rakirina kevir an jî perçeyên hûr ên mezin dibe alîkar ku pêşî li xitimandin û astengiyan bigire, û baştir bike.karîgeriya perçiqandinêû kêmkirina lênêrînê.
- Şilî û materyalên zeliqok dibin sedema girtina perçeyên makîneya perçiqandinê û zexta zêde li ser wan, ji ber vê yekê birêvebirina şilbûnê bi rêya zuwakirin û perçiqandinê dihêle ku makîneyên perçiqandinê bi rêkûpêk bixebitin.
- Hilbijartina rastêmateryalên plakaya çeneyêû sêwiranên ku li ser taybetmendiyên xwarinê têne çêkirin dikarin temenê aşînkirinê pir zêde bikin û dema bêçalakbûnê kêm bikin.
- Kontrolkirina birêkûpêk, lênêrîna rast, û perwerdehiya operatoran ji bo tesbîtkirina zû ya xirabûnê û ji bo dirêjtir xebitandina makîneyên perçiqandinê bi bandor girîng in.
Taybetmendiyên Materyalên Xwarinê yên Sereke û Lihevhatina Makîneya Perçekirina Çeneyê
Hişkbûna Materyalê Xwarinê
Hişkbûn wekî yek ji taybetmendiyên herî girîng ên ku bandorê li ser xişandina makîneya perçiqandina çeneyê dike derdikeve pêş. Kevirên hişk, wek granit an bazalt, ji bo perçiqandinê hêzek bêtir hewce dikin. Ev hêza zêde zextê li ser plakayên çeneyê û pêçan zêde dike. Dema ku operator materyalên hişktir dixin nav makîneya perçiqandina çeneyê, plaka bêtir xişandina birîn û çîpkirinê tecrûbe dikin. Lêkolîn nîşan didin ku kevirên ku hêza zextê û berxwedana şikestinê ya bilindtir in dibin sedema rêjeyên xişandinê yên zûtir. Operator pir caran dibînin ku dawiya berdanê ya çeneyan dema ku perçeyên piçûktir û hişktir têne hilberandin pêşî dixişin. Guhertina mîhengên perçiqandinê li gorî hişkiya xwarinê dikare bibe alîkar ku xişandin kêm bibe û temenê perçeyan dirêj bike.
Abrazîyon û Pêkhateya Mîneral
Aşandin û pêkhateya mîneralan jî di şêwazên aşînkirinê de roleke sereke dilîzin. Mîneralên wekî kuartzît û granît pir aşandin in. Ev mîneral li ser plakayên çeneyê diqelişin, dibin sedema hilweşîna bilez a rûyê. Ger xwarin rêjeyek bilind ji mîneralên aşandin hebe, standardpêlavên pola manganezêdibe ku zû biqelişe. Hilbijartina materyalê rast ê pêçanê, wek hesinê krom-bilind an jî alloyên kompozît, dikare li hember vî rengî xişandinê bisekine. Operator divê li hember qirêjbûna di xwarinê de jî haydar bin, ji ber ku hesinê bêserûber an jî kevirên mezin dikarin bibin sedema şikandina qiraxan û şikestinê.
Serişte: Lihevhatina materyalê astarê bi pêkhateya mîneral a xurekê re dikare temenê lixwekirinê heta pênc caran dirêj bike û lêçûnên lênêrînê kêm bike.
Mezinahiya Partîkan û Belavkirina Mezinahiyê
Mezinahiya perçeyan û belavbûna wan rasterast bandorê li ser wê yekê dike ku plakayên çeneyê çiqas caran hewceyî guhertinê ne. Dema ku xwarin gelek kevirên mezin dihewîne, hin deverên plakayên çeneyê bandorên dubare distînin. Ev dibe sedema lixwekirina neyeksan û guhertinên pir caran. Zêdebûna hûr di xwarinê de dikare bibe sedema astengiyan, ku ev jî temenê plakayan kurt dike. Belavkirina mezinahiya xwarinê ya baş-kontrolkirî lixwekirina wekhev û xebata stabîl pêş dixe. Operatorên ku mezinahiya xwarinê dişopînin û rast dikin dikarin lêçûnên xebitandinê kêm bikin û makîneya şikandina çeneyê bi bandor bixebitînin.
Naveroka şilbûnê û zeliqîn
Rêjeya şilbûnê di madeya xwarinê de roleke girîng di performansa makîneya perçiqandinê ya çeneyê de dilîze. Dema ku madeya xwarinê şilbûneke zêde dihewîne, nemaze dema ku bi çîmen an jî gil re têkel dibe, ev yek pir caran dibe sedema zehmetiyên xebitandinê. Materyalên zeliqok meyla wan heye ku li ser rûyên hundirê makîneya perçiqandinê bizeliqin. Ev zeliqokbûn dikare bibe sedema astengiyan, ku wekî girtina rê jî tê zanîn, ku pêvajoya perçiqandinê têk dide.
Operator gelek caran dibînin ku materyalên şil ên nazik, wek gil, bi hêsanî ji hev naqetin. Di şûna wê de, ev materyal di hundurê odeya perçiqandinê de dibin girseyek zirav. Ev pêvajo, ku jê re "pancaking" tê gotin, barê li ser motora makîneya perçiqandinê zêde dike. Ger neyê kontrol kirin, pancaking dikare makîneya perçiqandinê bi tevahî rawestîne. Her çend şilbûn rasterast rêjeya lixwekirina plakayên çene an jî pêçan zêde nake jî, lê girtina û zêdebarkirina motorê ya ku ji vê yekê çêdibe dikare karîgeriyê kêm bike û dibe ku bi demê re bibe sedema lixwekirina zûtir.
Çend gavên pratîkî dibin alîkar ku şilbûn û zeliqandina di madeya xwarinê de were kontrolkirin:
- Pêş-hişkkirina xwarinê ji bo kêmkirina şilbûnê di binê %5 de dibe alîkar ku made li hev nekevin.
- Berî dayîna makîneya perçiqandinê, ji bo kontrolkirina perçeyên hûr, xetera qefilandinê kêm dibe.
- Danîna pêlavên dij-zeliqok, wek rûyên bi teflonê pêçayî di şûşeyên xwarinê de, zeliqandina materyalan kêm dike.
- Bi kar anîna dîwarên defîleyan ji bo beralîkirina herikîna materyalê, nemaze bi xwarinkerên lerzok, dikare girtina materyalan hîn bêtir kêm bike.
Têbînî: Operatorên ku asta şilbûnê dişopînin û pêvajoyên xwe rast dikin dikarin xebata perçiqandinê nermtir bihêlin û temenê parçeyên lixwekirî dirêj bikin.
Birêvebirina şilbûn û zeliqandina di madeya xwarinê de ne tenê pêbaweriya makîneya perçiqandinê baştir dike, lê di heman demê de lêçûnên lênêrînê jî kêm dike. Bi avêtina van gavan, operator piştrast dikin ku makîneyên perçiqandina çeneyê bi bandor dixebitin, tewra dema ku materyalên dijwar têne hilberandin jî.
Bandora Taybetmendiyên Xwarinê li ser Parçeyên Makîneya Perçekirina Çeneyê
Bandorên hişkbûnê li ser plakaya çeneyê û xişandina astarê

Hişkbûna madeya xurekê rasterast bandorê li rêjeya lixwekirina plakayên çene û pêçan dike. Kevirên hişktir, wek granit an kuartzît, ji bo şikandina wan hêzek bêtir hewce dikin. Ev hêza zêde dibe sedema zextek zêdetir li ser rûyên têkiliyê yên makîneya şikandina çene. Bi demê re, bandorên dubare yên ji materyalên hişk dibin sedema lixwekirina birrîna çîçekan, ku wekî xêzikên kûr, xendek û çalên li ser plakayên çene xuya dibin. Operator pir caran dibînin ku deverên şikandinê lixwekirina herî giran dijîn, nemaze dema ku madenên bi hişkbûna bilind têne hilberandin.
Her wiha dema ku plakayên çeneyê bi barên dubare yên zext û bandorê re rû bi rû dimînin, westandina westandinê jî çêdibe. Çat çêdibin û belav dibin, di dawiyê de dibin sedema şikestinên şikestî. Herêma xwarinê, ku kevir pêşî dikevin nav makîneya şikandinê, bi taybetî ji vê celeb zirarê re hesas e.Plaqeyên çeneya pola manganezê ya bilinddikarin li hember vê xişandinê li ber xwe bidin ji ber ku ew di dema xebitandinê de hişk dibin, lê tewra van materyalan jî dema ku rastî xwarina pir hişk tên sînorên xwe hene.
Serişte: Çavdêriya birêkûpêk a hişkbûna materyalên hatinî alîkariya operatoran dike ku mîhengên makîneya perçiqandinê rast bikin û materyalên astarê yên rast hilbijêrin, bi vî awayî dema bêçalakbûnê ya ji nişka ve kêm dikin.
Mîneralên Aşkere û Hilweşîna Rûyê
Mîneralên aşınker ên di nav xwarinê de, wek kuartz an silîka, hilweşîna rûyê leztir dikin.parçeyên şikandina çeneyêTestên aşînasyonê yên laboratîfê, di nav de testên aşînasyonê yên qulkirinê jî, têkiliyek xurt bi şêwazên aşînkirinê yên cîhana rastîn re nîşan didin. Ev test nîşan didin ku mîneralên aşînker li ser rûyê plakayên çene û pêçan dibin sedema mîkroçandin, mîkrobirrîn û mîkroşikestinê. Dema ku perçeyên aşînker li ser metalê diqelişin û li ser dixin, ew perçeyên piçûk radikin, ku dibe sedema windabûna qebareyê û rûberên hişk.
Lêkolînên meydanî piştrast dikin ku hebûna mîneralên aşînker rêjeya şikestina rûberî zêde dike. Mekanîzmayên sereke yên şikestinê ev in:
- Xurandina kêm-stresê:Dema ku perçeyên perçeyî bêyî zêde zextkirinê li ser rûyê erdê dixizin çêdibe.
- Aşandina hûrkirina stresa bilind:Dema ku perçeyên piçûktir di bin zextê de li rûyê erdê diqelişin çêdibe.
- Xemilandina xêzkirinê:Encamên perçeyên mezin û hişk ên ku bandorê li ser lewheyên çeneyê dikin û wan dipelçiqînin çêdibe.
Tabloya jêrîn meylên kirîna asayî yên hevpar û sedemên wan nîşan dide:
| Cureyê Şêweya Lixwekirinê | Terîf | Sedem / Faktorên Bandorker | Herêma Plaqeya Çeneyê | Taybetmendiyên Hêzê |
|---|---|---|---|---|
| Cilên Birîna Çîselê | Xêz, çîp û çalên kûr | Bandor û derxistina dubare ji hêla madenan ve | Herêmên pelçiqandinê (M, ML, L) | Normala bilind, tanjensiya navîn |
| Cilên Westandinê | Şikestin û şikestina şikestî | Bandora dubarekirî ya demdirêj | Herêma xwarinê (H) | Normala bilind, tangensiyal a nizm |
| Cilên Abrazîv | Xurandin, hûrkirin, şuştin û rijandin | Mezinahiya perçeyan, hişkbûn, zext/birrîn | Herêmên pelçiqandinê (M, ML, L) | Normala bilind û tanjensî |
| Lihevhatina Korozyonê | Oksîdasyon ji ber şilbûnê | Naveroka şilbûnê di xwarinê de | Hemû herêm | Kêmbûna kîmyewî |
Taybetmendiyên materyalê yên wekî hişkbûn, zexmî û mîkroavahî jî bandorê li ser berxwedana parçeyên çeneya şikêner dikin. Guhertinên di geometrîya astarê de ji ber şikandinê dikarin bandorê li ser performansa şikêner bikin, ji ber vê yekê vekolîna birêkûpêk girîng e.
Bandora Xwarina Zêde Mezin û Cezbên Naverokê
Belavbûna mezinahiya xwarinê di xişandina plakaya çene û astarê de roleke sereke dilîze. Kevirên mezin li ser plakayên çene deverên bandorê yên komkirî diafirînin. Ev bandor dibin sedema xişandina neyeksan, û hin dever ji yên din zûtir dixişin. Dema ku perçeyên mezin dikevin nav makîneya şikandinê, ew dikarin bibin sedema xişandina qulkirî, ku dibe sedema xendek û çalên kûr.
Zêdebûna madeyên hûr di xurekê de dibe sedema zehmetiyek cuda. Perçeyên hûr dikarin valahiyan di navbera kevirên mezintir de tijî bikin, û xetera astengiyan zêde bikin. Ev astengî makîneya şikandinê neçar dikin ku bêtir bixebite, germahî û zexta li ser beşên xisarê bilind dikin. Bi demê re, ev dikare xisar û westandina aşından bileztir bike, nemaze heke madeyên hûr mîneralên aşından dihewînin.
Operator dikarin van rîskan bi van rêbazan birêve bibin:
- Ji bo rakirina perçeyên hûr ên zêde berî ku bikevin makîneya şikandinê, lêkolîna madeya xwarinê tê kirin.
- Verastkirina mîhenga aliyê girtî (CSS) ji bo kontrolkirina mezinahiya materyalê ku derbas dibe.
- Çavdêrîkirina rêjeya kevirên mezin û sererastkirina rêzkirina xwarinê.
Têbînî: Mezinahiya xwarina yekgirtî û naveroka perçeyên hûr ên kontrolkirî dibe alîkar ku aşînek wekhev li seranserê plakayên çeneyê bimîne, û karîgerî û temenê makîneya şikandina çeneyê baştir bike.
Mekanîzmayên Lihevhatinê yên Têkildarî Şilbûnê
Şilbûna di nav madeya xwarinê de dikare biguherîne ka parçeyên çeneya şikandinê di dema xebitandinê de çawa lixwe dibin. Av, li gorî şert û mercên di hundurê makîneya şikandinê de, hem wekî rûnker û hem jî wekî katalîzator ji bo lixwekirinê tevdigere. Operator pir caran dema ku materyalên şil an zeliqok li gorî kevirên hişk û azad-herikîn pêvajo dikin, şêwazên lixwekirinê yên cûda dibînin.
Bandorên Rasterast ên Şilbûnê li ser Aşbûnê:
- Av dikare di navbera kevir û plakaya çeneyê de fîlimek zirav çêbike. Ev fîlim carinan xişandinê kêm dike, ku xişandina aşîner hêdî dike.
- Di gelek rewşan de, şilbûn bi perçeyên hûr û gilê re tevlihev dibe. Ev tevlihevî pasteyek zeliqok çêdike ku bi plakayên çene û pêçan ve zeliq dibe.
- Madeyên zeliqok dibin sedema "pancakekirinê", ku tê de qatên ji madeyên şil ên hûr li ser rûyê makîneya şikandinê kom dibin. Ev qat perçeyên aşındêr digirin û çalakiya hûrkirinê li dijî metal zêde dikin.
Bandorên Nerasterast û Zirara Duyemîn:
- Şilî korozyonê pêş dixe, nemaze dema ku bi mîneralên ku bi avê re reaksiyonê dikin re têkel dibe. Korozyon rûyê plakayên çene û pêçan qels dike, wan ji bo aşîna mekanîkî bêtir hesas dike.
- Materyalê şil ê xwarinê pir caran dibe sedema astengiyan. Dema ku makîneya perçiqandinê asê dibe, divê makîne ji bo rakirina astengiyê bêtir bixebite. Ev hêza zêde zextê li ser parçeyên xisarê zêde dike.
- Rêjeya zêde ya şilbûnê dikare bibe sedema aşînek neyeksan. Dibe ku hin deverên plakaya çeneyê bi materyalê şil ve werin nixumandin, hinên din jî vekirî bimînin. Ev cûdahî dibe sedema şêwazên aşînê yên neyeksan û temenê giştî yê parçeyan kêm dike.
Not:Operator divê hem rêjeya şilbûnê û hem jî cûreya perçeyên hûr ên di nav xwarinê de bişopînin. Materyalên dewlemend bi gil ên ku rêjeya avê wan zêde ye, ji qûma paqij û şil bêtir xirabûnê çêdikin.
Mekanîzmayên hevpar ên lixwekirinê yên têkildarî şilbûnê:
| Mekanîk | Terîf | Encama Tîpîk |
|---|---|---|
| Bandora rûnkirinê | Fîlma avê xişandinê kêm dike | Xirabûna hêdtir a aşınker |
| Pankekkirin/Avakirin | Perçeyên zirav li ser rûyan disekinin | Zêdebûna qirçandin û xişandinê |
| Xirabûna Korozîf | Av û mîneral dibin sedema reaksiyonên kîmyewî | Zeng, çal, windabûna rûyê |
| Stresa ji ber astengkirinê | Materyalê şil makîneya şikandinê digire û barê hildide | Westandin û westandina bilez |
| Şêweyên Lixwekirina Nehevseng | Nem hin deveran diparêze, yên din eşkere dike | Lixwekirina lekeyî û nepêşbînîkirî |
Gavên Pratîkî ji bo Rêvebirina Lihevhatina bi Şilbûnê ve girêdayî:
- Operator dikarin berî perçiqandinê materyalê xwarinê pêş-çavdêrî bikin da ku perçeyên zirav û heriyê yên zêde jê bibin.
- Sazkirina sensorên şilbûnê dibe alîkar ku guhertinên di şert û mercên xwarinê de werin şopandin.
- Bi karanîna pêçan an jî boyaxên dij-zeliqok li ser şût û rûyên makîneya perçiqandinê, kombûna materyalê kêm dike.
- Paqijkirin û vekolîna birêkûpêk zirara demdirêj a ji korozyon û astengkirinan asteng dike.
Bexşîş:Operatorên ku şilbûn û perçeyên hûr ên di xwarinê de kontrol dikin dikarin temenê parçeyên çeneya şikêner dirêj bikin û dema bêhnvedanê ya neplankirî kêm bikin.
Mekanîzmayên xişandinê yên têkildarî şilbûnê di perçiqandina pîşesaziyê de dijwarîyên bêhempa derdixin holê. Bi têgihîştina van bandoran, operator dikarin di derbarê amadekirina xwarinê, mîhengên makîneya perçiqandinê û bernameyên lênêrînê de biryarên çêtir bidin. Ev zanîn dibe sedema temenê dirêjtir ê parçeyan û performansa makîneya perçiqandinê ya pêbawertir.
Lêkolînên Doza Pîşesaziyê: Performansa Makîneya Perçekirina Çeneyê

Pêvajoya Madenê ya Hişkbûna Bilind
Operasyonên madenê pir caran madeyên bi hişkbûna pir zêde, wek granit an kuartzît, dixin pêvajoyê. Ev materyal zextek zêde li ser perçeyên çeneya şikandinê dikin. Operator dibînin ku plakayên çeneyê û pêvekên wê dema ku van kevirên hişk dişkînin zûtir dişkên. Plaqeyên pola yên bi manganezê bilind li hember vê xişandinê li ber xwe didin ji ber ku ew di dema karanînê de hişktir dibin. Li yek ji şantiyeyên madenê, operatoran berê xwe dan plakayên çeneyê yên xwerû bi profîla diranan a taybetî. Vê guhertinê temenê xişandinê baştir kir û hejmara rawestanên ji bo lênêrînê kêm kir. Vekolîna birêkûpêk û guheztina di wextê xwe de ya perçeyên xişandî hişt ku makîneya şikandinê bi rêkûpêk bixebite. Operatoran her weha rêziknameya xwarinê rast kirin da ku ji zêde barkirina makîneyê dûr bikevin.
Hilberîna Agregatên Aşkere
Berhemanîna agregatên aşînker, wek şikandina bazalt an çakilên dewlemend bi kuartz, ji bo parçeyên çeneyên şikandinê hawîrdorek dijwar diafirîne. Operator di van rewşan de hêzên aşînker û bandorê yên bilind dibînin. Ew ji ber taybetmendiyên wê yên hişkbûna kar, ji bo plakayên çeneyê materyalên bi kalîte yên wekî pola manganese bikar tînin. Şikl û profîla diranan a plakayan di rêvebirina aşînê de rolek sereke dilîzin. Xwesazkirina parçeyên aşînker ji bo agregata taybetî dibe alîkar ku aşînê bi rengek wekhevtir belav bike û karîgeriyê zêde bike. Operator di van hawîrdoran de bernameyên lênêrînê yên hişk dişopînin. Ew parçeyan di wextê rast de diguherînin da ku pêşî li têkçûnên nexwestî bigirin.
- Parçeyên xisarê yên çeneyê di hilberîna agregatên aşîner de bi hêzên aşın û bandorê yên girîng re rû bi rû dimînin.
- Materyalên bi kalîte bilind û sêwiranên xwerû dibin alîkar ku li hember aşînbûnê li ber xwe bidin û karîgeriyê baştir bikin.
- Demjimêra lênêrînê ji bo baştirkirina temenê aşînkirinê girîng e.
Tabloyek li jêr cûdahiyên di navbera sepanên aşîner û kêmtir aşîner de kurteber dike:
| Cureyê Serlêdanê | Rêjeya Lixwekirinê | Materyalê Bikarhatî | Pêdiviyên Parastinê |
|---|---|---|---|
| Agregata Aşkere | Bilind | Pola Manganî | Pir caran, Bernamekirî |
| Kêmtir Abrasive | Kêmkirin | Alloyên Standard | Kêmtir Pir caran |
Mezinahiya Xurekê ya Guherbar di Serlêdanên Vegerandinê de
Operasyonên vegerandinê pir caran bi materyalên xwarinê yên ku di mezinahî û şeklê wan de diguhere re mijûl dibin. Ev guherbarî bandorê li ser performansa makîneya perçiqandina çeneyê û temenê perçeyan dike. Operator carinan dibînin ku dema ku xwarin perçeyên mezin an bi şiklên ecêb dihewîne, makîne tê girtin an jî radiweste. Cihê çeneya perçiqandinê bi bilindahiya xwarinê re diguhere, ku bandorê li ser karîgeriyê dike. Berî ku makîneyek perçiqandina çeneyê ji bo vegerandinê hilbijêrin, operator taybetmendiyên materyalê û mezinahiya xwarina bendewar analîz dikin. Bikaranîna enerjiyê di heman demê de bi hêza materyalê û mezinahiya vebûna makîneyê ve girêdayî ye. Perçiqandina betonê ya bi hêz bilind ji materyalên nermtir pir zêdetir enerjiyê bikar tîne. Mezinahiyên vebûnên piçûktir jî xerckirina enerjiyê zêde dikin. Ev faktor nîşan didin ku mezinahiya xwarina guherbar û taybetmendiyên materyalê di performansa perçiqandinê û temenê perçeya aşîn de rolek mezin dilîzin.
Operatorên ku mezinahiya xwarinê dişopînin û mîhengên makîneya perçiqandinê rast dikin, dikarin di sepanên vezîvirandinê de xirabûnê kêm bikin û karîgeriyê baştir bikin.
Çavdêrîkirin û Kêmkirina Xirabûnê di Xebata Makîneya Perçekirina Çeneyê de
Hilbijartina Materyalên Plaqeya Çeneyê û Astarê
Hilbijartina rastêmateryalên plakaya çeneyê û astarêji bo kêmkirina xişandinê di makîneyên şikandina pîşesaziyê de girîng e. Operator pir caran li gorî hişkî û şilbûna xurekê pola manganezê hildibijêrin. Tabloya li jêr materyalên hevpar û performansa wan berawird dike:
| Cureyê Materyal | Taybetmendiyên Sereke | Ji bo Materyalên Hişk/Aşkere Guncawbûn | Jiyana Lihevhatinê Li gorî Mn18Cr2 |
|---|---|---|---|
| Mn14Cr2 | Hêza bandora bilind, berxwedana aşındanê | Kevirên nerm an ne-azirandî | Xeta bingehîn |
| Mn18Cr2 | Berxwedana xebatê ya hêja, berxwedana li hember şikestinê | Kevirên navîn heta dijwar, ne-azirandî | Xeta bingehîn |
| Mn22Cr2 | Berxwedana li hember aşındanê ya bilind, temenê dirêjtir | Kevirên hişk û aşın | Ji Mn18Cr2 dirêjtir |
| Pêvekên TIC | Hişkbûna pir bilind, li hember bandorê berxwedêr | Materyalên pir hişk û aşındêr | 1.5 heta 2.5 caran ji Mn18Cr2 dirêjtir e |
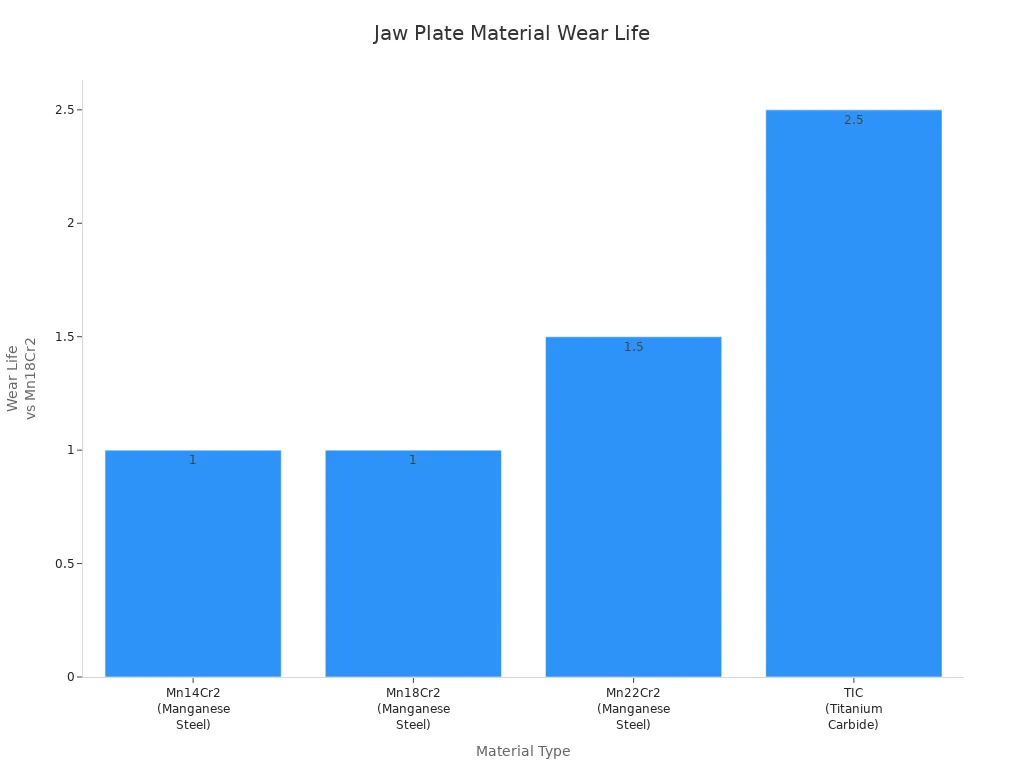
Operatorên ku materyalên xwarinê yên hişk an jî aşındêr pêvajo dikin, pir caran ji bo temenê lixwekirinê yê dirêjtir û dema bêçalakiyê ya kêmkirî, plakayên têxistina Mn22Cr2 an TIC hildibijêrin.
Guherandina Mîhengên Perçeker û Rêziknameyên Xwarinê
Mîhengên rast ên makîneya perçiqandinê û rêzikên xwarinê dibin alîkar ku temenê plakayên çene û pêçan dirêj bikin. Operator çend stratejiyan bi kar tînin:
- Xwarina di rêzê de materyalê bi vebûna perçiqandinê re hevrêz dike, astengkirin û xitimandina neyeksan kêm dike.
- Xwarina bi xurandinê odeyê bi kêmî ve %80 tijî dihêle, ev yek aşînek yekreng û perçiqandina bi bandor peyda dike.
- Pêş-perdekirin materyalên hûr û zêde mezin radike, rê li ber astengkirin û lixwekirina neyeksan digire.
- Xwarina baş-pilekirî hilberînek domdar misoger dike û aşîna herêmî kêm dike.
- Sînordarkirina naveroka metal di xurekê de pêkhateyan ji zirarê diparêze.
Verastkirina mîhenga aliyê girtî her wiha goşeya nip û karîgeriya perçiqandinê kontrol dike. Xwarina birêkûpêk a çeneyê û mîhengên guncaw rêjeyên lixwekirinê yên yekreng diparêzin û temenê Makîneya Perçiqandina Çeneyê zêde dikin.
Stratejiyên Parastinê û Çavdêriya Awarteyê
Stratejiyên lênêrînê yên bi bandor xisarê kêm dikin û pêşî li têkçûnên ji nişka ve digirin. Operator pişta xwe didin van xalan:
- Parastina pêşîlêgirtinê, ku tê de kontrolên bernamekirî û guhertina parçeyan berî çêbûna xeletiyan hene.
- Parastina pêşbînîkirî, bi karanîna sensor û amûrên çavdêriyê ji bo tespîtkirina rewşên anormal di wextê xwe de û plansazkirina tamîrên di wextê xwe de.
- Sîstemên çavdêriyê yên pêşketî, wek sensorên ultrasonîk û telematîk, daneyên rast-dem li ser astên xwarinê û rewşa alavan peyda dikin.
Operator van stratejiyan bikar tînin da ku pêşveçûna aşînê bişopînin û operasyonan li gorî hewcedariyê rast bikin. Çavdêrîkirin û otomasyona rast-dem dibe alîkar ku herikîna materyalê sabît bimîne, aşînê kêm bike û performansa makîneya perçiqandinê baştir bike.
Serişte: Têkelkirina lênêrîna pêşîlêgirtinê û pêşbînîkirinê bi teknolojiya çavdêriya nûjen re dibe sedema dirêjkirina temenê parçeyan û kêmtir girtina neplankirî.
Nêzîkatiyên Pêşbînîkirî ji bo Jiyana Parçeyê ya Dirêjkirî
Operasyonên pîşesaziyê yên nûjen ji bo ku makîneyên şikandina çeneyê bi bandor bixebitin, xwe dispêrin lênêrîna pêşbînîkirî. Nêzîkatiyên pêşbînîkirinê teknolojiyê û çavdêriya birêkûpêk bikar tînin da ku pirsgirêkan berî ku zirarê bidin tespît bikin. Operator dikarin bi şopandina van pratîkên jîr temenê parçeyên şikandina çeneyê dirêj bikin:
- Ji bo şopandina germahiya rûnê rûnkirinê û rewşa fîlterê sensoran saz bikin. Tesbîtkirina zû ya guhertinan nîşana pirsgirêkên muhtemel e.
- Bi karanîna lîsteyên kontrolê yên berfireh, kontrolên rojane, heftane û mehane plansaz bikin. Kontrolên birêkûpêk dibin alîkar ku berî ku xirab bibe, xisar were tespîtkirin.
- Plaqeyên çeneyê yên bi rêjeya manganezê ya bilindtir hilbijêrin, wek ZGMn13. Ev materyal di şert û mercên dijwar de dirêjtir dimînin.
- Bolt û gwîzan teng bikin, û serê diranan bi geliyan re li hev bikin. Komkirina rast rê li ber xitimîna neyeksan û têkçûna zû ya parçeyan digire.
- Amûrên kêmkirina lerzînê lê zêde bikin û rêjeya xwarinê kontrol bikin. Ev gav zexta li ser makîneya şikandinê kêm dikin û xişandinê hêdî dikin.
Operatorên ku lênêrîna pêşbînîkirî bikar tînin, kêmtir têkçûnên ji nişka ve û temenê parçeyan dirêjtir dibînin.
Daneyên cîhana rastîn bandora van stratejiyan nîşan didin. Tabloya li jêr pêşketinên sereke yên ji lênêrîna pêşbînîkirî nîşan dide:
| Pîvanên Performansê | Statîstîkên Pêşketinê | Danasîna Bandorê |
|---|---|---|
| Dirêjkirina temenê parçeyên perçiqandinê | Heta %30 | Materyalên bi kalîte bilind û lênêrîna pêşbînîkirî guhertinan kêm dike. |
| Kêmkirina dema bêhnvedanê | Heta %30 | Sensorên jîr û tespîtkirina zû rawestgehên neplankirî kêm dikin. |
| Teserûfa lêçûnên lênêrînê | Heta %30 | Parastina li gorî hewcedariyê lêçûnan kêm dike. |
| Dirêjkirina temenê parçeyên aşînkirî (bi rêya AI) | %15-20 | AI û otomasyon domdarîyê zêde dikin. |
| Kêmkirina frekansa guhertina lînerê | 35% | Amûrên pêşbînîkirinê tê vê wateyê ku guhertinên kêmtir ên xêzikê hene. |
| Zêdebûna temenê parçeyên aşînkirî (otomasyon) | 2 heta 4 caran | Optimîzasyona otomatîk temenê parçeyan pir dirêj dike. |
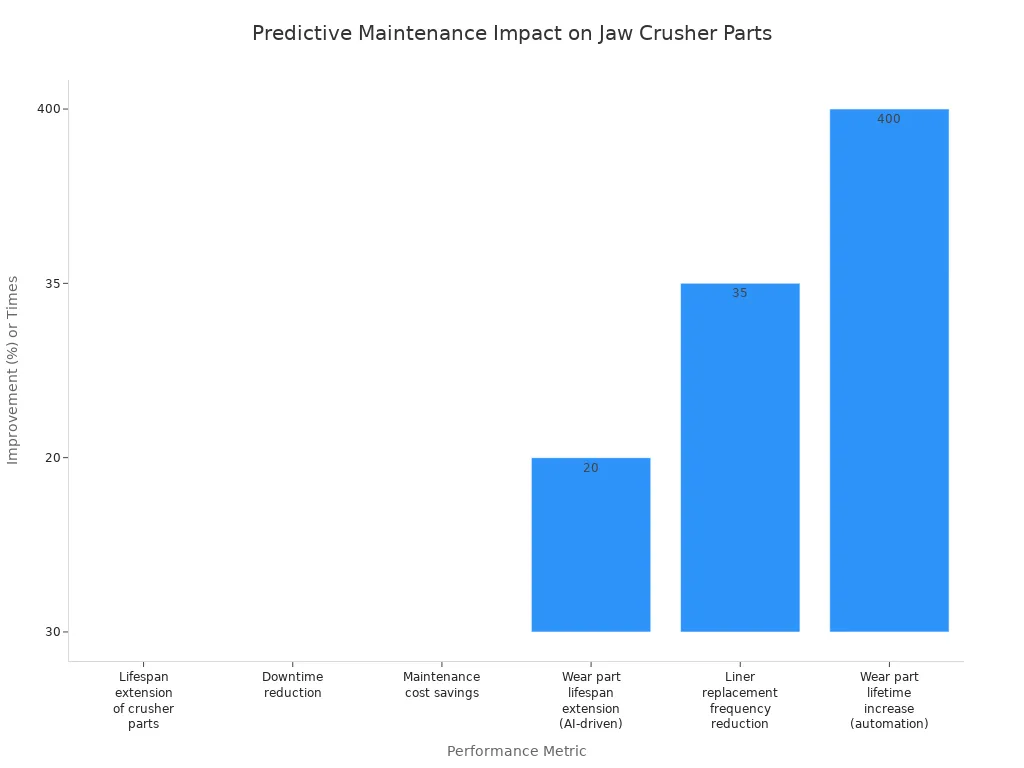
Sîstemên kontrolkirina perçiqandinên jîr, mîna yên ku di operasyonên pêşeng de têne bikar anîn, temenê parçeyên xişandinê bi rêjeya 15-20% zêde kirine. Bûyerên bêçalakbûnê bi rêjeya 40% kêm bûne, û pirbûna guheztina astarê jî bi rêjeya 35% kêm bûye. Sensorên ku germahî, lerizîn û xişandinê dişopînin alîkariya operatoran dikin ku berî ku xeletî çêbibin tevbigerin. Ev guheztina ji lênêrîna reaktîf ber bi lênêrîna pêşbînîkirî makîneyan dirêjtir dixebitîne û pereyan teserûf dike. Nêzîkatiyên pêşbînîkirî kontrol û baweriyê bêtir didin operatoran di performansa perçiqandina çeneya xwe de.
Baştirîn Pratîkên Ji Bo Optimîzekirina Jiyana Parçeya Makîneya Perçekirina Çeneyê
Lihevhatina Materyalê Plaqeya Çeneyê bi Taybetmendiyên Xwarinê re
Hilbijartina materyal û sêwirana plakaya çeneyê ya rast ji bo zêdekirina temenê parçeya şikandinê girîng e. Operator divê:
- Alavên plakaya çeneyê li gorî lerizîna materyalê hilbijêrin. Alavên M1 ji bo materyalên kêmlerizîn ên wekî kevirê kilsinî baş dixebitin. Alavên premium ên wekî M2, M7, M8, an M9 ji bo materyalên pir lerizîn ên wekî granit an jî hesin çêtir in.
- Şêweyên diranan li gorî xwarinê li hev bikin. Diranên fireh (WT) bi rêgirtina li pakkirinê ji bo xwarinên ku pir nazik in dibin alîkar. Diranên tûj (ST) xwarina perçe perçe an goşeyî digirin û şemitînê kêm dikin. Plaqeyên Pêlqandî yên Qalind (CC), Karê Giran (HD), an Ultra-Qelew (UT) li hember xwarinên aşîner li ber xwe didin.
- Pêşniyarên modela makîneya perçiqandinê bişopînin. Bo nimûne, makîneyên perçiqandinê yên CJ615 pir caran plakayên qalind ên pêçayî an jî yên giran bi alloy M8 ji bo xwarina aşînker bikar tînin.
- Di dema çerxa jiyana wan de plakayên çeneyê bizivirînin da ku aşînek wekhev peyda bikin û goşeya nipkirinê ya çêtirîn biparêzin.
- Mîhengên makîneya perçiqandinê, wek mîhenga aliyê girtî û goşeya nip, li gorî taybetmendiyên xwarinê biguherînin.
Lihevhatina materyal û sêwirana plakaya çeneyê bi taybetmendiyên xwarinê re dibe alîkar ku performans çêtir bibe û temenê parçeyê dirêj bike.
Kontrolkirina Birêkûpêk û Guhertina Di Demê De
Kontrolkirina rûtîn û guhertina bilez a parçeyên kevin makîneyên şikandinê bi bandor dixebitin. Operator ji van sûd werdigirin:
- Tesbîtkirina zû ya aşin û zirarê bi rêya kontrolên birêkûpêk ên plakayên çene, bearing û pêkhateyên din.
- Guhertina di wextê xwe de ya parçeyên xisarbûyî, ku pêşî li zirara bêtir digire û karîgeriya perçiqandinê diparêze.
- Rûnkirina rast a parçeyên tevgerbar, kêmkirina xişandinê û dirêjkirina temenê makîneyê.
- Sîstemên çavdêriyê yên ku operatoran ji pirsgirêkan hişyar dikin, piştgiriyê didin lênêrîna zû û lêçûnên tamîrê kêm dikin.
Bernameyeke lênêrînê ya domdar, tevî vekolîn û guhertina parçeyan di wextê xwe de, dema xebitandina alavan zêde dike û lêçûnên xebitandinê kêm dike.
Perwerdehiya Operator û Optimîzasyona Pêvajoyê
Operatorên baş-perwerdekirî û pêvajoyên çêtirkirî di kêmkirina xişandinê de roleke sereke dilîzin. Operator divê:
- Ji bo zêdekirina kapasîteyê û kêmkirina xirabûnê, pileya xwarinê ya guncaw bikar bînin û rêjeya xwarinê kontrol bikin.
- Mîhengên perçiqandinê, wek mîhenga aliyê girtî, bi karanîna şîm û dirêjahiya guhêrbarê ji bo telafîkirina aşînê biguherînin.
- Ji bo ku hûn mîhengên rast bicîh bînin, valahiya di navbera çenayan de bipîvin.
- Ji bo rêgirtina li xirabûna pêşwext, tenê dema ku makîneya perçiqandinê vala û rawestiyaye sererastkirinan bikin.
- Ji bo rûnkirina domdar a beringan, xwe bispêrin sîstemên rûnkirina otomatîk.
- Teknîkên xwarinê û prosedurên lênêrînê fêm bikin da ku aşînê kêm bikin û temenê makîneyê dirêj bikin.
Perwerdehiya operator û çêtirkirina pêvajoyê performansa pêbawer misoger dike û temenê parçeyên makîneya şikandinê herî zêde dike.
Taybetmendiyên materyalên xwarinê rêjeyên lixwekirinê û temenê xizmetê diafirînin.parçeyên perçiqandinêdi mîhengên pîşesaziyê de. Operatorên ku çavdêriya proaktîf bikar tînin, materyalên li hember aşînê berxwedêr hildibijêrin û operasyonan rast dikin, dikarin temenê parçeyan heta %50 dirêj bikin û lêçûnên lênêrînê kêm bikin. Pîvanên pîşesaziyê nîşan didin ku pratîkên çêtirîn lêçûnên xebitandinê ji %10 heta %20 kêm dikin û temenê alavan ji %15 zêde dikin. Ev pêşketin dibin sedema hilberîna bilindtir û vegera veberhênanê ya bihêz.
Pirsên Pir tên Pirsîn
Kîjan taybetmendiya materyalê xwarinê dibe sedema herî bilez a lixwekirina plakaya çeneyê?
Hişkbûn û aşınbûn dibin sedema herî zû xirabûnê. Kevirên hişk ên wekî granît an mîneralên bi kuartzê li hember plakayên çeneyê diqelişin. Operator dema ku van materyalan pêvajo dikin, dibînin ku guhertin pirtir têne kirin.
Şilbûna di madeya xwarinê de çawa bandorê li ser perçeyên çeneya şikandina çeneyê dike?
Şilî dikare bibe sedema girtina û xirabûna neyeksan. Materyalên zeliqok, nemaze yên bi gil, di hundirê makîneya şikandinê de kom dibin. Ev kombûn zextê li ser parçeyan zêde dike û dibe ku bibe sedema xirabûna zûtir.
Gelo operator dikarin bi sererastkirina mezinahiya xwarinê xisarê kêm bikin?
Belê. Operatorên ku mezinahiya xurek kontrol dikin û kevir an jî hûrikên mezin radikin, dibin alîkar ku aşîn bi awayekî wekhev belav bikin. Ev pratîk temenê plakaya çeneyê dirêj dike û karîgeriya makîneya perçiqandinê baştir dike.
Kîjan materyalê plakaya çeneyê ji bo xwarina aşîner çêtirîn dixebite?
Pola manganîbi pêvekên krom an TIC-ê yên bilind çêtirîn li hember aşîna aşındêr li ber xwe dide. Ev materyal kevirên hişk û aşındêr hildigirin, û temenê xizmetê dirêjtir pêşkêş dikin.
Operator divê çend caran parçeyên aşînkirî yên çeneya şikênandinê kontrol bikin?
Operator divêparçeyên xişandinê kontrol bikinheftane. Kontrolên birêkûpêk dibin alîkar ku nîşanên zû yên zirarê werin dîtin. Guhertina di wextê xwe de rê li ber têkçûnên ji nişka ve digire û makîneya perçiqandinê bi rêkûpêk dixebitîne.

Dema şandinê: 17ê Tîrmehê-2025